�� ��
ժ Ҫ��������Ҫ���ǰ뵼�徧Բʪ��ȥ�����еĵ�������ϵͳ��ѡ�ͺͿ����������˽���
�ؼ��ʣ�PLC����Բ������
һ�� ����
���˺����ұ�ѡΪ����PLC�����е�һԱ�����˴����Զ���������ҵ����ʮ���ʱ�䣬�Ӹտ�ʼ��Ҫʹ�������ӡ������PLC�������Ŀ�ʼ�Ӵ�����PLC������������PLC��չԽ��Խ�죬������ҲԽ��Խ������ͬ�е��Ͽɣ����еͶ˿���������PLC��ȫ�����������Ʒ�ƣ���Ҳ��Ҫ���й����˵�Ŭ����֧�ֹ���PLC�ļ�����չ��
���յ�������������������Ƭ������̳������˲���������������˵������PLC��������Ǻ�Ư���ģ�Ҳ�DZ��������Ͽɵġ����¾���LC220-R40-AC�������ھ�Բȥ����ϴ�������õĹ��̽��м�Ҫ�Ľ��ܣ����в��㣬����ָ����
���� ��Ŀ���
ʪ����ʴ����ϴ������ͳɱ����߲������߿ɿ��Լ���������ѡ��ʹ���ں�����ǰ���Ѿ��ڰ뵼�������б��㷺�Ľ��ܺ�ʹ�ã��ر���8Ӣ�������������б��㷺ʹ�á��ھ�Բʪ����ʴ��������һ��Ϊʪ��ȥ�����գ�Ŀǰʹ�õ�Ϊ������˫��ˮ���ȵ�120��--140�����ң���ǿ������ʹ���е�̼�����ɶ�����̼�����ɲ�ˮ����Ϊˮ���ڸ��µ�������Ϊ��֤ȥ����������Ҫ������Ҫ����ж���������в��������ľ�LC220-R40-AC��������6Ӣ��ʪ��ȥ����ϴ���е������Ʋ��ֽ��м�Ҫ���ܡ�
������̨����Ҫ��
Ø ȥ���۹���Ҫ��
����������ÿ����50Ƭ��
�����ļ��ȿ��ƿ��أ���������ָʾ����ʾ��
�¿ط�Χ�����¡�120�棻
���¾��ȣ�����Һ��Ӧ���Ⱥ�120��5�棻
���ȷ�ʽ��ʯӢ��Ĥ������ȣ��¿���PID���ȿ��ƣ�
�䲹Һ��ʽ����Һ�Զ�������������Һ������Ҫȥ�趨����������
�ŷ�Һ��ʽ���Զ����Ŵ�ϡ�ͽ��±�����
��ȫ������N2ѹ���Һλ����ֹ���գ��ȼ̵�������ʯӢ���Ȳۣ�ʯӢ���Ȳ��ڲ��ȵ�ż�¶ȼ�Ᵽ����
Ø QDR�۹���Ҫ��
����������ÿ����50Ƭ
�����Զ���ˮ�����������ܡ����ݡ����Ź��ܣ����ֶ����Զ��л����أ����ֶ���ˮ�����������ܡ����ݡ���ˮ����������λ��ť����Ҫ��Ϊ��
��1��ˮϴ�������������趨(�ӽ���ˮ������������Ϊһ��ˮϴ)��
��2����ˮ����������ˮ��ʱ�䶼�ɵ��������趨��
��3����ˮ�����ط����ƣ���ˮ�ɿ��ŷ����ơ�
��4�����ſ�ʼ����ֱ�����۽������ײ�������ˮ�������ƣ����ɵ��ڣ�
��5�����е����ʼ��װ�ã���ϴ���趨ֵʱ�������ѡ�
��6������Һλ���ء�
Ø ����ϵͳ
���±���������5��������
���ձ������Զ����н���������
���ϱ�������̨�����쳣������������װ�ù��ϡ������ϵͳ���ϡ�
Ø �ֶ����Զ��л�
�ֶ����Զ���λ�л�����
Ø ��������ϵͳ
�������Ͱ����ΪʯӢ���������ظ�Ĥ�ý��г�������������翪�ؽ��м�⣬�����趨λ���Զ�ֹͣ������ԭҺͰ��ͬʱ����2���������Զ��л����ܣ�һͰ������Զ��л�����һͰ�����������Ѹ�����Ͱ��
˫��ˮ����Ͱ����ΪʯӢ��������ո�ѹ���г�������������翪�ؽ��м�⣬�����趨λ���Զ�ֹͣ������ԭҺͰ��ͬʱ����2���������Զ��л����ܣ�һͰ������Զ��л�����һͰ�����������Ѹ�����Ͱ��
Ø ϵͳ���в�����ģʽ
ϵͳ�����еĸ������������������趨��
���Ա����������������̲�����
�Զ�����ʱ�Ը����������м�¼��������30���ڲ�ѯ��
�ġ�ϵͳ����
��̨��Ҫ������ϵͳ���ɣ�
1.ȥ����ʴ�ۣ�
2.QDR�ۣ���ϴ�ۣ���
3.�����������֣�
4.��·����·���֣�
5.�������Ʋ��֡�
�塢��������

������������ϵͳ
����̨�豸����Ҫ�ǿ��������Ƶ�ŷ���ͨ����ִ�и�����������������ʱʹ����翪��ȷ�ϳ���Ͱ��Һλ��ʵ�֣���ʴ��ҩҺ�¶ȿ���ʹ��˫�¿��ǽ�����Ͻ��п��ƣ��ܵĿ���������PLC��ʵ�֣�Ϊ�˱��ڹ��ղ������趨��ʵʱ�����IJ�ѯ����ϵͳѡ�����˻����档�����������õ�������ϵͳѡ��������LC220-R40-AC��PLC������ͨ���˻�����ͨ��RS232��ʽ����ͨѶ���������Ĺ���ʱ�����ʱ��ʾ����ʱ��ȹ��ܣ��¿�������翪�ض�ʹ��Ϊŷķ��Ʒ�Ʋ�Ʒ����Ӳ�������ϣ�Ϊ�˷�������Ͷ��豸Ӧ������������Ҫ����ʹ�õIJ�����ť�ڲ�������϶�����Ӳ��������ͬʱ���˻�������Ҳ����ͬ�Ĺ��ܵİ�ť��������Ӳ����ť������ʱ��Ӱ������ʱӦ��ʹ�á�����̨��ʹ�ò���ʱ������Ա�������Ͽ��ܴ�������ȸ�ʴ��Һ�壬��ֱ�Ӳ����˻����棬������ʻ�����ࣩܶ
1�� PLC��������ź��б���
|
�����ź� |
����ź� |
|
I 0.00 |
��ʴ��������ť |
Q 100.00 |
��ʴ�ۼ����ź� |
|
I 0.01 |
��ʴ�۸�λ��ť |
Q 100.01 |
��ʴ��Һ�� |
|
I 0.02 |
��ʴ����Һ��ť |
Q 100.02 |
��ϴ�۽�ˮ�� |
|
I 0.03 |
��ϴ��������ť |
Q100.03 |
��ϴ�������� |
|
I 0.04 |
��ϴ�۸�λ��ť |
Q 100.04 |
��ϴ�����ܷ� |
|
I 0.05 |
��ʴ��Һλ��� |
Q 100.05 |
��ϴ����ˮ�� |
|
I 0.06 |
��ʴ�۳��±���1 |
Q 100.06 |
��ϴ�۹��ݷ� |
|
I 0.07 |
��ʴ�۳��±���2 |
Q 100.07 |
��������� |
|
I 0.08 |
���������λ |
Q 101.00 |
���ṩ���� |
|
I 0.09 |
�������λ |
Q 101.01 |
˫��ˮ������շ� |
|
I 0.10 |
˫��ˮ������λ |
Q 101.02 |
˫��ˮ������ |
|
I 0.11 |
˫��ˮ����λ |
Q 101.03 |
����-��ɫ |
|
I 1.00 |
����ԭҺͰ���1 |
Q 101.04 |
����-��ɫ |
|
I 1.01 |
����ԭҺͰ���2 |
Q 101.05 |
����-��ɫ |
|
I 1.02 |
˫��ˮԭҺͰ���1 |
Q 101.06 |
������ |
|
I 1.03 |
˫��ˮԭҺͰ���2 |
Q 101.07 |
���� |
|
I 1.04 |
�����ʼ�� |
|
|
|
I 1.05 |
��ϴ�۸��� |
|
|
|
I 1.06 |
����©Һ��� |
|
|
|
I 1.07 |
����©Һ��� |
|
|
|
I 1.08 |
���� |
|
|
|
I 1.09 |
���� |
|
|
|
I 1.10 |
���� |
|
|
|
I 1.11 |
���� |
|
|
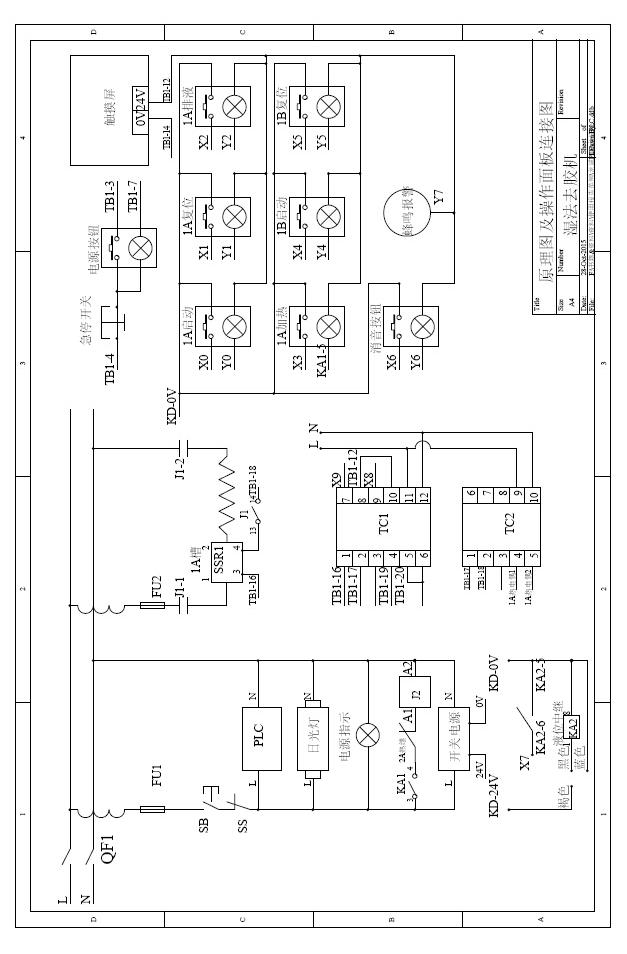
�ߡ���������ԭ��ͼ��PLC�����ͼ���˼ʽ��沿�ֽ�ͼ
1����������ԭ��ͼ
2��PLC����ͼ(����ʡ�ԣ�
1��ϵͳ����ģʽ��Ҫ�ֱ��ֶ�ģʽ���Զ�ģʽ���ֶ�ģʽΪ�ڵ��Ժ�ά��ʱ���㹤����Աȷ���Լ��ڹ���������ҪӦ����ij���������е�����֤��
2�����Զ�����ʱ����Ϊ�ⲿ��ťӲ���������˻���������������Ϊ�˲�����Ա������������ò�����ť����ҲΪ�˼��ٶ��˻�����IJ������ӳ���������ͬʱ���˻���������ͬ�����ܰ�ť��Ϊ����Ӳ����ť����ʱ����ʱʹ�ôӶ��������̨��������
3���ڳ����������֣������ڲ����ӵ�ʱ��Աȣ��������ڹ涨ʱ���ڳ���Һλû�дﵽ�趨λ�ã�ϵͳ�ᱨ�����Ѽ������ù���״̬��Һλ����������״̬���Ա�ά����Ա�ܼ�ʱ����������ͣ��ʱ�䡣
4�����������Բ�������Ҫ���˻��������ܹ��ģ����縯ʴ�۹���ʱ�䡢�������Ρ���ϴ��ÿ��������ʱ��ȡ�
5�������ڰ�����̨�ֹ��ϱ������ѹ��ܣ�������������ɫ���ƽ�����ֻ�̨���ձ�������ͨ���ϱ��������ع��ϱ�����